Aluminum extrusion
Process introduction:
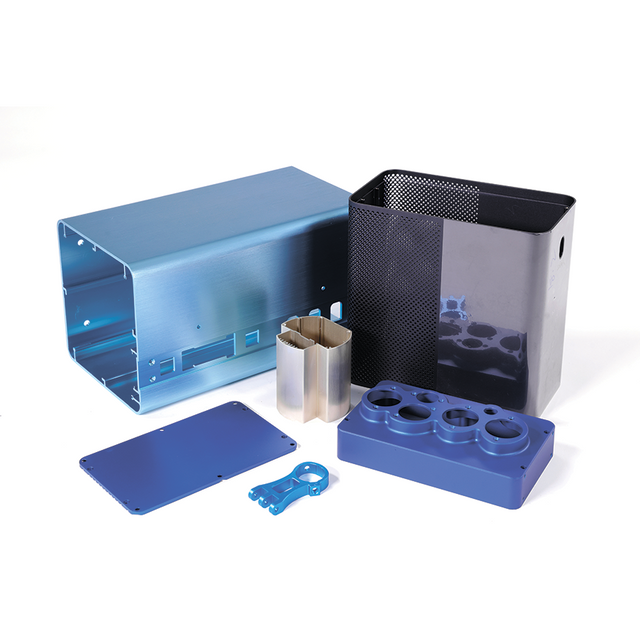
Aluminum extrusion process is to put the Aluminum blank bar into the mold cavity with the desired structure, under a certain pressure and speed, forcing the blank get to flow, extrusion from the specific die hole in the cavity, so as to obtain the required section shape and size, and has a certain mechanical properties by the extrusion process aforementioned.
Below is our standard process steps:
a. Extrusion die : Polish and clean the die, spray sufficient elease agent on the die. This step is critial to minimum the extrusion marks along the extrusion direction.
b. Die set up : Locate the extrusion die to the port of the extrusion equipment by bolts.
c. Raw material pretreatment: aluminum alloy ingots heated to 360℃ to 380℃, and put into the squeezing cylinder of the extrusion equipment.
d. Extrusion: the extrusion device in the extrusion equipment is pushed to the extrusion die at the speed of 0.2m/min to 0.3m/min, so that the aluminum alloy ingot gets squeezed, makes the ingot get through the die hole of the extrusion die, and forms an extrusion profile.
e. Traction: the traction equipment holds the start end of the profile, cowork with the extrusion process to complete the traction.
f. Cut off: cut the profiles at specified length by the cuting machine
g. Heat treatment: we genrerally do below 3 types of heat treatment: Solution treatment,ageing treatment,quenching treatment.
h. Anodizing: as per the cutting timing, we can do pre-anodizing on long extrusions,(up to 6m) or finish anodizing on finished Aluminum parts; as per the anodizing technology: we do Chromic acid anodizing (MIL-A-8625 Type Ⅰ), Sulfuric acid anodizing (MIL-A-8625 Type Ⅱ) and hard anodizing(MIL-A-8625 Type Ⅲ); as per the color, we can do elctrolytic colouring or dying for Type Ⅱ anodizing.